应用程序

CNC车床中寻找车刀(刀具)原点

小型铣床中小直径刀具的长度测量

加工中心的刀具长度测量

加工中心的热位移补偿
![]()
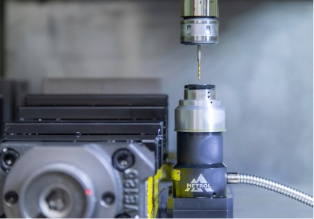
对刀仪是用于切削刀具和喷嘴定位的ON/OFF高精度接触式传感器。
通过监控刀具状态(长度和缺损),防止因磨损或热位移而导致的加工不良。
通过机内自动测量,可消除手动准备作业和加工不良,从而提高生产率。是CNC机床和工业机器人的自动运行不可或缺的传感器。
美德龙对刀仪是远销全球74个国家和地区、发货量超过50万台的畅销产品。

CNC车床中寻找车刀(刀具)原点
小型铣床中小直径刀具的长度测量
加工中心的刀具长度测量
加工中心的热位移补偿
理由 01

由于机床内冷却液飞溅和雾气弥漫,使用非接触式传感器可能会引发误操作。
对刀仪通过使刀具的前端边缘直接与触头接触来检测位置,能以1微米的稳定重复精度、高精度地进行检测。
理由 02
为了使对刀仪更符合客户的使用要求,美德龙承接对刀仪的定制。
定制的内容包括:根据触头尺寸和接近方向变更测量方向,有助于降低成本的可拆装触头、研磨精加工和触头形状等。这是美德龙提供的可以持续开发和改进对刀仪的独特服务。



理由 03

美德龙对刀仪具有超行程信号。
万一刀具被推入传感器太多,也可以避免损坏传感器或设备主轴。
理由 04
内置有高精度设计的轴承,可高速测量刀具长度。这样就缩短了测量时间。即使是φ0.2的超细刀具也可以测量而不折断。

理由 05

通过了严格的冷却液浸液试验和加工中心实际机器的耐久性试验,具有优异的耐久性。 设计目的是为了在切屑和冷却液飞溅的环境中也能进行高精度检测。

立式加工中心、小型铣床 小直径刀具用对刀仪
| 重复精度 | 0.001mm(条件:操作速度 50~200mm/min) |
|---|---|
| 对刀面直径 | Φ20 |
| 超行程报警信号 | NC(常闭)[距离检测信号约2.5mm] |

φ20触头 高精度对刀仪
| 重复精度 | 0.001mm(条件:操作速度 50~200mm/min) |
|---|---|
| 对刀面直径 | Φ20/Φ40/Φ60 |
| 超行程报警信号 | NC(常闭)[距离检测信号约6mm] |

小型铣床 对刀仪
| 重复精度 | 0.0005mm (条件:操作速度 50~200mm/min) |
|---|---|
| 对刀面直径 | Φ10 |
| 超行程报警信号 | NC(常闭)[距离检测信号约2.5mm] |

CNC车床 对刀仪
| 重复精度 | 0.001mm(条件:操作速度50~200mm/min) |
|---|---|
| 对刀面直径 | Φ5 |
| 超行程报警信号 | 无 |

CNC车床 对刀仪
| 重复精度 | 0.002mm(2σ)(条件:操作速度50~200mm/min) |
|---|---|
| 对刀面直径 | □7×5 |
| 超行程报警信号 | 无 |

卧式加工中心 对刀仪
| 重复精度 | 0.001mm(条件:操作速度 50~200mm/min) |
|---|---|
| 对刀面直径 | Φ20 |
| 超行程报警信号 | NC(常闭)[距离检测信号约2.5mm] |

刀具折损检测传感器
| 重复精度 | |
|---|---|
| 对刀面直径 | φ1.5指针 |
| 超行程报警信号 | 参见目录和操作说明。 |

位置检测无线接触式传感器
| 重复精度 | 1μm(2σ値)※触碰速度150mm/min |
|---|---|
| 检测方向 | 单方向 |
| 通信距离 | 最大15米(预测距离) |
| 超行程报警信号 | 3mm |
| 系列 | 应用程序 | 引进的设备 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 刀具长度检测 找原点 |
刀具折断检测 | 刀具直径检测 | 喷嘴找原点 | 立式加工中心 | 卧式加工中心 | 小型铣床 | CNC车床 | 其他设备 | |
| 加工中心 对刀仪[T24・T20系列] | ✔ | ✔ | × | ✔ | ✔ | ✔ | ‐ | ✔ | 咨询 |
| 加工中心 小型对刀仪[TM26D] | ✔ | ✔ | × | ✔ | ✔ | ✔ | ✔ | ✔ | |
| 小型铣床用对刀仪[P21] | ✔ | ✔ | × | ✔ | ✔ | ✔ | ✔ | ✔ | |
| CNC车床用对刀仪[H4A] | ✔ | ✔ | ‐ | ✔ | ✔ | ✔ | ✔ | ✔ | |
| CNC车床用对刀仪[H4E] | ✔ | ✔ | × | ✔ | ‐ | ‐ | ‐ | ✔ | |
| 卧式加工中心 对刀仪[T26K] | ✔ | ✔ | × | ✔ | ✔ | ✔ | ✔ | ✔ | |
| 刀具折损检测传感器[DFM3] | × | ✔ | × | × | ✔ | ✔ | ‐ | ✔ | |
由于刀具长度随热位移和摩擦而变化,因此在开始加工之前,需要进行刀具测量以把握加工原点。



经验丰富的传感器和对刀仪运用工程师将直接与您联系。
![]()
021-62485843
受理时间:工作日9:00-17:30
![]()
021-62485356
上绘出简图后传真给我们。