本公司引进Mazak VCN-430A的理由是什么?

本文将对如何最大限度使用山崎马扎克公司高性能立式加工中心“VCN系列”进行讲解。
为您介绍美德龙引进加工中心VCN-430A的背景,以及引进前不可不知的应用方法。
建议以下人员阅读
- 希望更有效使用马扎克VCN的人员
- 对话式马扎克专用CNC控制有兴趣的人员
- 希望高精度测量刀具长度的人员
目次
加工中心VCN-430A的引进经过和课题?
本公司的生产体制有以下特征。
- 生产超过1000种的特有零件
- 零件制造分为内制和外制
- 通用机多
- 成品种类多
鉴于以上特点,引进VCN-430A就存在两大课题。

课题1:不能轻松地生产库存
長期化交货期延长,缩短前置时间是最优先要考虑的课题。
导致前置时间延长的原因包括以下2个。
- 以通用机接单生产多品种少批量的部件
- 不能轻松地生产库存
通用机即使只加工1个部件,作业人员也不能离开片刻。
所以,现场人员就会对“为不知道何时出货的零件生产库存”这一情况持消极态度,而只是埋头完成眼前的作业。
課课题2:委托外协生产的部件成本上升、剩余库存的管理成本
委托外协生产的小批量部件价格上升也让人颇为烦恼。
有时甚至为了降低订购单价,曾经还以100个的批量采购每年只需要5个的部件。
订购数量少,则会造成交货期延后,经常需要支付加急费来解决,这也是导致成本上升的主要原因。
选择山崎马扎克VCN-430A的理由是什么?
NC程序简单易用,NC新手也能熟练使用是关键。
要实现NC的多品种小批量生产,如何高效编写加工程序尤为重要。
对于习惯操作通用机的作业人员而言,会觉得编写NC程序困难重重。
对此,VCN-430A的“马扎克专用对话式CNC控制”采用对话的形式,在触摸屏中直接输入尺寸即可,从而让复杂的编程问题迎刃而解。

加工中心VCN-430A有哪些优点?
由于“对话式马扎克专用CNC控制”的易操作性,让数控机床的新手也能迅速编写程序,和所希望的一样,有助于大幅缩短准备时间。
- 优点1:通过触摸屏即可简单地编写程序
- 优点2:可凭借风险回避功能安全使用
- 优点3:即使换刀增加,也能缩短周期时间
- 优点4:开关门更宽,换装作业更方便
优点1:通过触摸屏即可简单地编写程序
编程时间比以往的CAD/CAM大幅缩短。
钻孔加工时,只需在触摸屏上选择孔的位置、直径、要使用的刀具等图标,输入各个数值后即能编写程序。
输入数值后就会显示工件的图形,可在确认形状的同时简单进行编程。

优点2:可凭借风险回避功能安全使用
马扎克的对话式程序可预防因操作失误造成的事故。
万一出现主轴碰撞或进行意外加工的动作,会告知错误位置。
程序完成后还能通过加工演示进行确认。(视频)
优点3:即使换刀增加,也能缩短周期时间
VCN-430A的进给速度和换刀速度快,适于切削工时较多的工件,有助于提高生产效率。
本公司的工件加工工时多,刀具数量从标准的30把增加到40把。
虽然担心换刀会造成加工停止时间增加,但VCN-430A的机械性能却缩短了加工停止时间。
优点4:开关门更宽,换装作业更方便
开关门左右打开幅度大,保证有宽敞的作业空间,让工件的取出/放入变得更加轻松。
由于工作台靠近门前,还可毫无压力地对小部件进行微调。
使用加工中心VCN-430A的感想(年轻员工篇)
年轻员工 “我以前主要是操作用CAD/CAM编写NC数据的机床。但是,使用CAD/CAM编程要花很长时间…”

“尤其是PC和机器没有兼容性,就会耗费很多时间在输出NC数据时进行微调、以及编程的调试上。
如果是编写比较复杂的加工程序,要整整耗去一天时间,非常辛苦。”

“使用通用机进行加工,就是对体力与专注力的考验!要时刻注意不能过度切削。如果一次性要求加工10个以上,那就会让人忙得不可开交”
利用马扎克专用对话式CNC控制缩短编程时间
年轻员工 "自从引进VCN-430A之后,在运转机床之前,通过监控画面就能确认工件的加工情况。
即使尺寸输入错误,也能很快知道出现错误的地方。"

年轻员工 “虽然现在仍会使用通用机加工小批量的客户规格件或试制件,但如果编程速度提高,我觉得用马扎克VCN-430A加工试制件也会更快一些。"
现在,简单的编程只需10~20分钟,最长也只要1小时左右,这样就能在加工过程中处理其他业务,使工作方式、工作价值都发生了巨大变化。
快速而准确地编程,不仅可以增加了内部自制的部件,而且还有助于提升技能,激发自己的动力”

山崎马扎克的培训学校
本公司的全体制造工作人员都参加了山崎马扎克的“山崎马扎克培训学校”。
为确保设备交付后能够顺利地投入生产,我们还开展了程序知识及机械操作的相关培训。
从新手到熟练人员,都能获得编程、加工技能、机械操作、维护等的广泛支持。
加工中心VCN-430A引进后的效果?
为您介绍引进山崎马扎克VCN-430A后所获得的三大效果。
VCN-430A引进效果1:通过内部自制降低成本
VCN-430Aの導入に通过引进VCN-430A,目前已成功实现约60种以上部件的内部自制及NC化。
我们计划逐步将高成本的委托外协生产的部件及采购交货期较长的部件进行内部生产。
此次已引进2台VCN-430A,但没有增加专职负责人,以多功能技能化进行对应
VCN-430A引进效果2:缩短供货期
由于将部件加工交由机械完成,现场1次准备就能轻松生产库存。
这样,制造现场的价值观就会转变成“允许库存的文化”,交货期也将由原先的1.5个月~缩短为约2~3周。
现在员工的意识也变成了“这个部件每年需要多少个?”,大家开始有计划地进行工作。
一次准备就能完成库存部分,这样每次订货时产生的准备作业也一次性解决了。
同时还消除了由于作业人员疲劳而导致的效率降低及加工错误,实现了稳定的质量。
VCN-430A引进效果3:削减管理成本
通过集中生产,可以减少剩余库存的管理、以及废弃、加工、部件检查的工时。
在机床加工期间,就可以专注于加工还没有从通用机切换的部件及试制件的制作。
给是否引进马扎克VCN而犹豫不决的人员的一句话
引进设备时,“任何人都能轻松操作”这一点,在熟练人员稀缺的环境下非常重要。
它的使用方便甚至会让人认为,新手在使用马扎克VCN后就不会使用其他厂家的设备了,所以希望能推荐给大家。
优化VCN-430A精度的对刀仪是什么?
下面将介绍既能维持机械加工可靠性,又能提高生产效率的“对刀仪”。
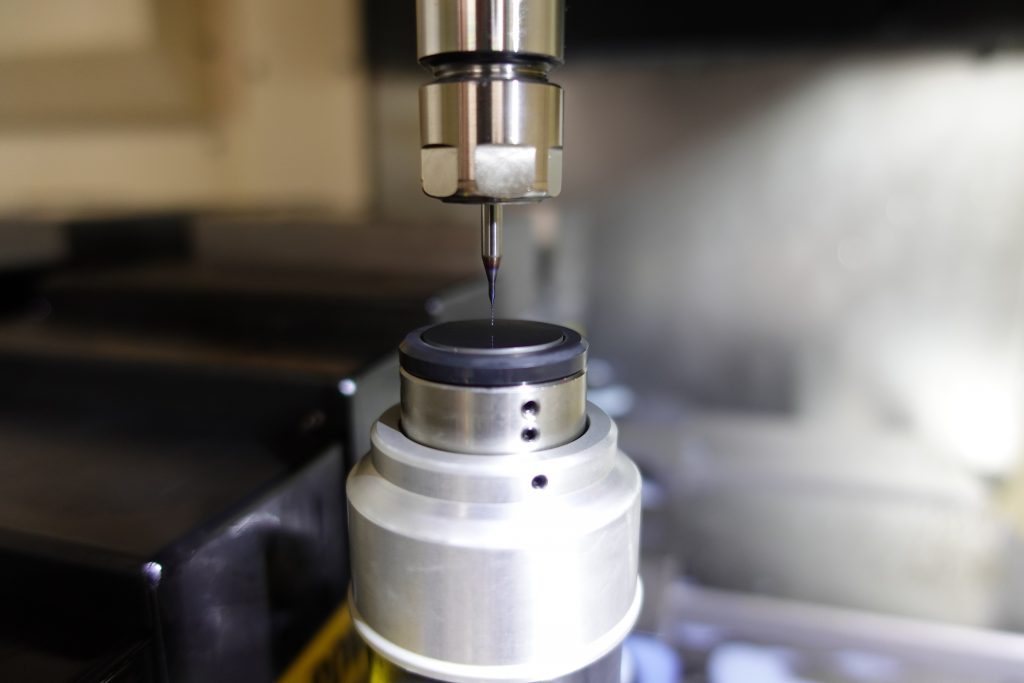
对刀仪T24M系列是专为VCN系列而设计的“刀具长度测量对刀仪”。

测量刀具长度必不可少的”对刀仪“是什么?
"对刀仪"就是使以往手工测量刀具长度的工作实现自动化的一种传感器。
机械加工时,必须要将刀具的位置信息登录(预设)到NC,然后再进行加工。
由于机械不会识别刀具长度,如果不在加工前测量出“刀具长度”,就无法进行精密加工。
导致刀具长度发生变化的主要原因
- 热位移
- 加工中的磨损及崩刃(缺损)等
对刀仪的使用方法
对刀仪的使用只需使刀具接触到对刀仪的对刀面。
将接触时的信号反馈到NC,掌握刀具的原点坐标。(参看插图1)

如果不使用对刀仪, 就必须要通过以下所示的手工作业找原点。
- 试切削工件
- 使用高度规、块规等测量仪器测量刀具
- 外部工序安排
通过手工作业找原点存在以下问题,必须要使用对刀仪才能解决。
- 作业人员采用手工作业,比较耗时
- 要求有一定的熟练程度,需要较长时间进行培训
- 手动在NC中输入数值,需要时间去修正输入错误,并且存在主轴损坏的风险
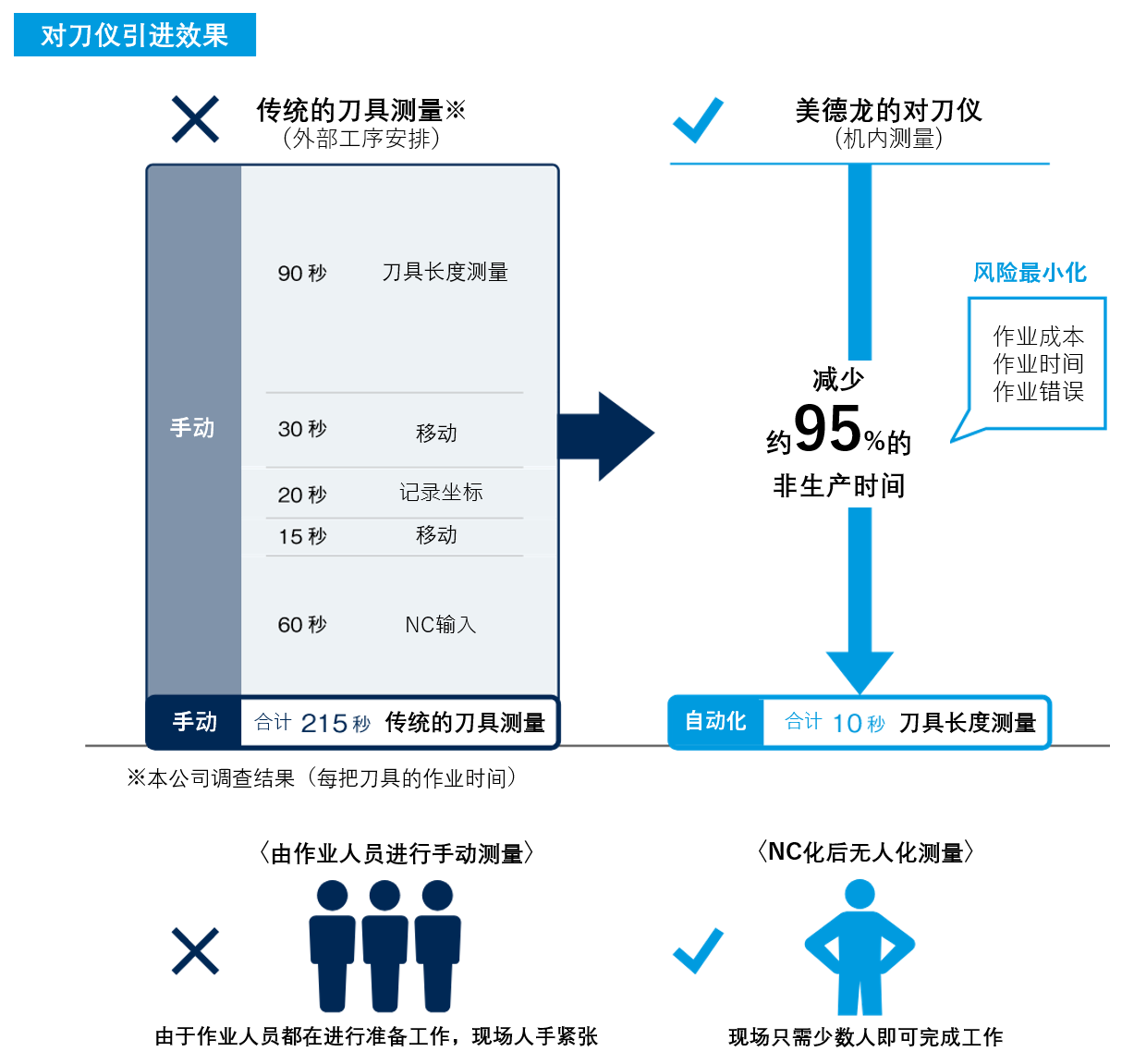
对刀仪的三大优点
- 减少准备作业时间及手工输入错误
- 由于是自动测量,无需操作人员在场及培训作业人员
- 可对刀具磨损、热位移造成的肉眼难以看到的刀具长度变化进行补偿
对刀仪不仅可以防止加工不良,而且是实现CNC机床原有高加工精度必不可少的传感器。
VCN系列专用对刀仪的五大特点
马扎克VCN专用对刀仪T24M系列具有以下五大特点。
- 马扎克VCN专用对刀仪T24M系列具有以下五大特点。
- 特点2:只需单触即可从底座拆装
- 特点3:适用于φ0.2㎜的小径刀具
- 特点4:可更换硬质对刀面
- 特点5:耐冷却液的防护规格IP67
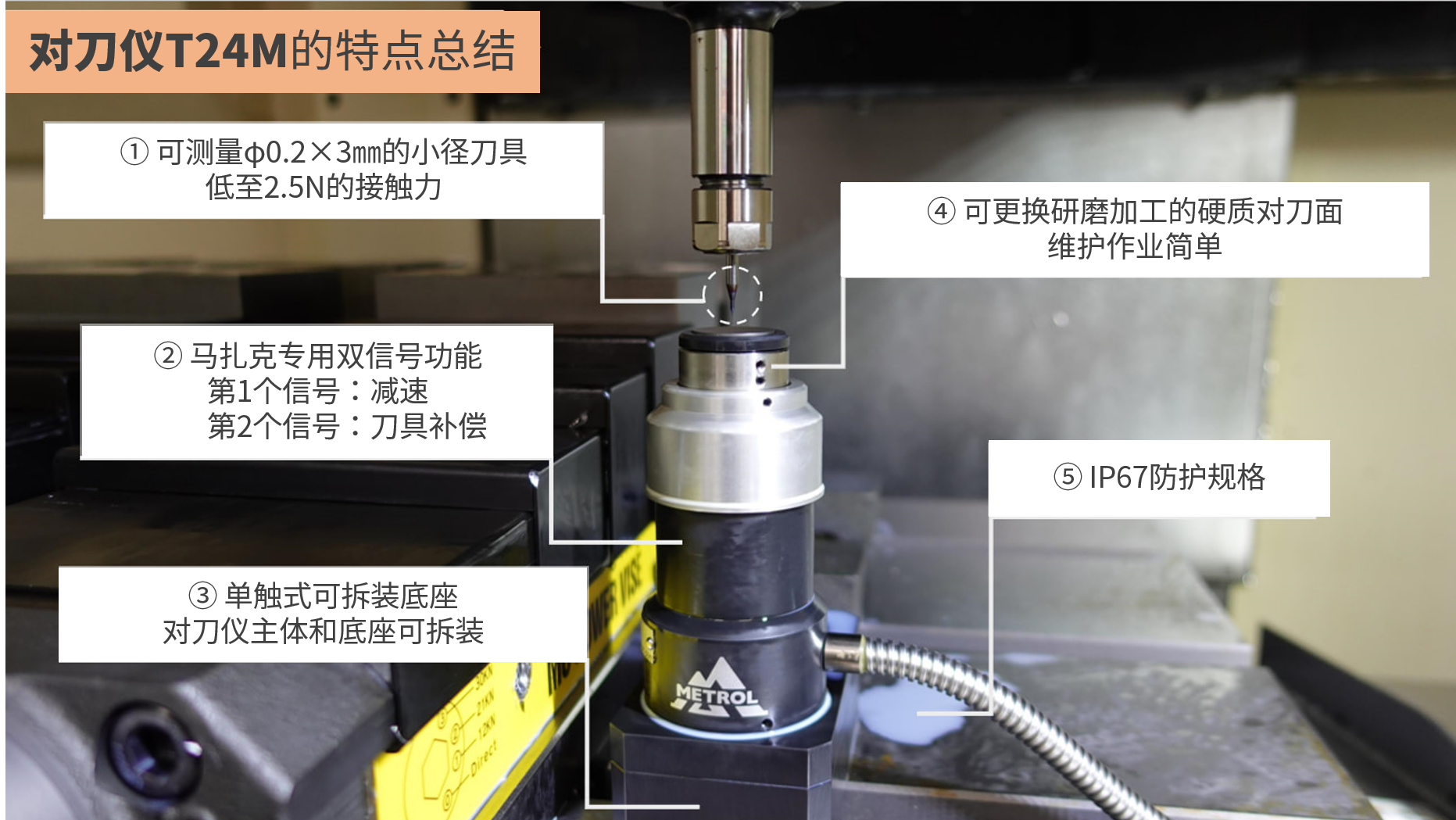
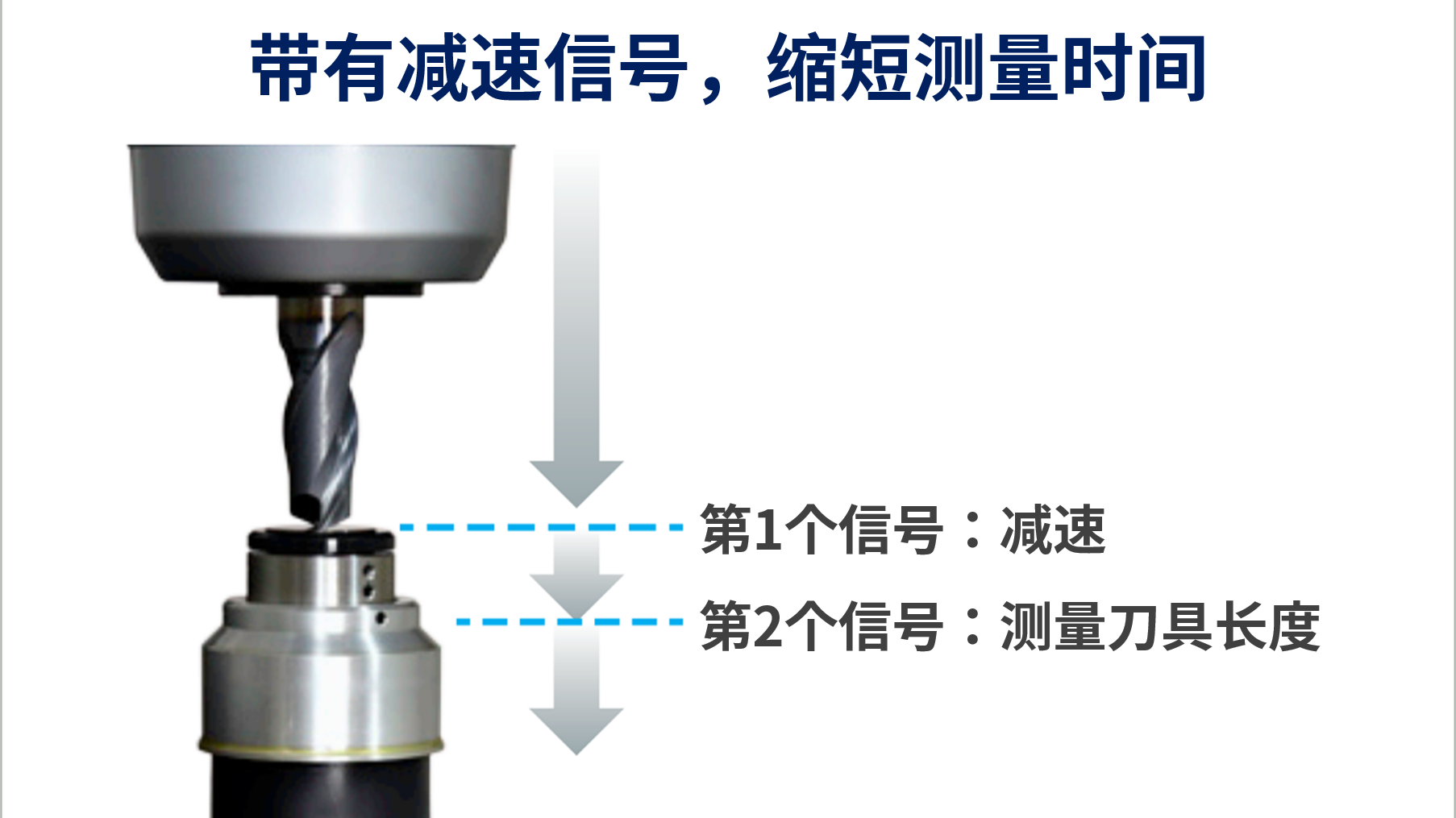
特点1:与马扎克专用对话式CNC控制完全兼容:配备双信号功能
对刀仪T24M系列适用于高速测量,可改善周期时间。
T24M系列为双信号规格,可实现
- 第1个信号:减速
- 第2个信号:刀具找原点
可在测量的同时避免高速接触造成的碰撞。
如果没有减速信号而进行高速接触,会有损坏对刀仪和主轴的风险。
特点2:只需单触即可从底座拆装
通常对刀仪用螺丝固定,本产品则可快速从底座拆卸。
在安装大尺寸工件等时,可简单拆卸以确保足够空间。


特点3:可用以往10倍的精度测量刀具长度。
对刀仪重复精度从以往的±10µm提高至±1μm。
每次测量,刀具长度的值都不会变化。
接触力也从以前的30N减轻到2.5N,可测量φ0.2mm的超小径刀具。(参看视频)
传统的对刀仪接触力大,会折断极细刀具,无法测量。
特点4:拆装式对刀面,维护简单
刀具接触的前端对刀面为拆装式,即使表面损坏,只需更换对刀面即可。
无需更换对刀仪主体,可降低维护成本。

对刀面表面经过研磨加工,没有卡顿,最适于测量小径刀具。

特点5:IP67规格,耐切屑及冷却液
防护等级为IP67,能避免冷却液及切屑造成的问题。
万一对刀仪发生故障,将会导致设备停机。
对刀仪T24M通过了浸入冷却液的300万次以上的严苛耐久试验和精度试验。
最后 / 引进后的感想
在过去的40年时间里,我们用过各种不同的机床,而【马扎克专用对话式CNC控制】系统追求易用性,非常方便。
正是凭借着这个系统,使部件的内制得到推进,公司才能对交货期进行控制。
而且还能轻松应对产品开发的样件及客户定制件,让客户和公司内部都很满意。
V引进VCN-430A等NC加工机所获得的最大成果就是“提高员工的成长热情”。
设备引进前,年轻员工提出要求
“希望能够熟练使用大型机床,让自己从只能操作通用机床的体力劳动者变成操作程序的脑力劳动者”。
引进后,
- “希望使用VCN-430A及5轴加工机挑战复杂加工条件的工件!”
- “希望在自己擅长的切削加工领域追求更高目标,并成为该领域的专家!”
通过设备投资,让我们重新开始对目标及方向性进行思考。
不过,要提高生产效率,设备投资并不仅仅只是引进设备,还要帮助员工成长并提高他们的满意度,希望能够对公司的前景带来正面影响。
以上就是本公司引进山崎马扎克VCN-430A的报告。
各位在引进设备时,比较重视哪一方面呢?