业界内NC平面磨床自动化的详细讲解

各位用户及NC磨床制造商
您是否还在为以下课题而烦恼?
- 手动将砂轮抵在工件上,通过目测火花或听声音来确认加工起始点,费时费力。
- 熟练工与新手之间存在砂轮研磨定位作业的品质差异,无法实现标准化。
- 虽然使用了AE传感器,但一旦加工条件改变,精度就不稳定。
在机床加工中,要求NC平面磨床具备确定工件尺寸的高精度加工。
为此,即使实现了数控化,但因自动化的难度大,现场人手短缺,很多用户仍面临着各种问题。
本文将对使用美德龙精密气压式传感器,实现NC平面磨床全自动化的业界先进技术进行讲解。
本文概要
- 了解人工“砂轮研磨定位作业”的风险
- 了解实现NC平面磨床自动化的精密气压式传感器的使用方法
- 了解使用精密气压式传感器实现“砂轮研磨定位作业”自动化的方法
- 了解NC磨床自动化案例
目次
何谓NC平面磨床的“砂轮研磨定位作业”?
磨床用户应该对以下插图所示的“砂轮研磨定位作业”司空见惯吧?
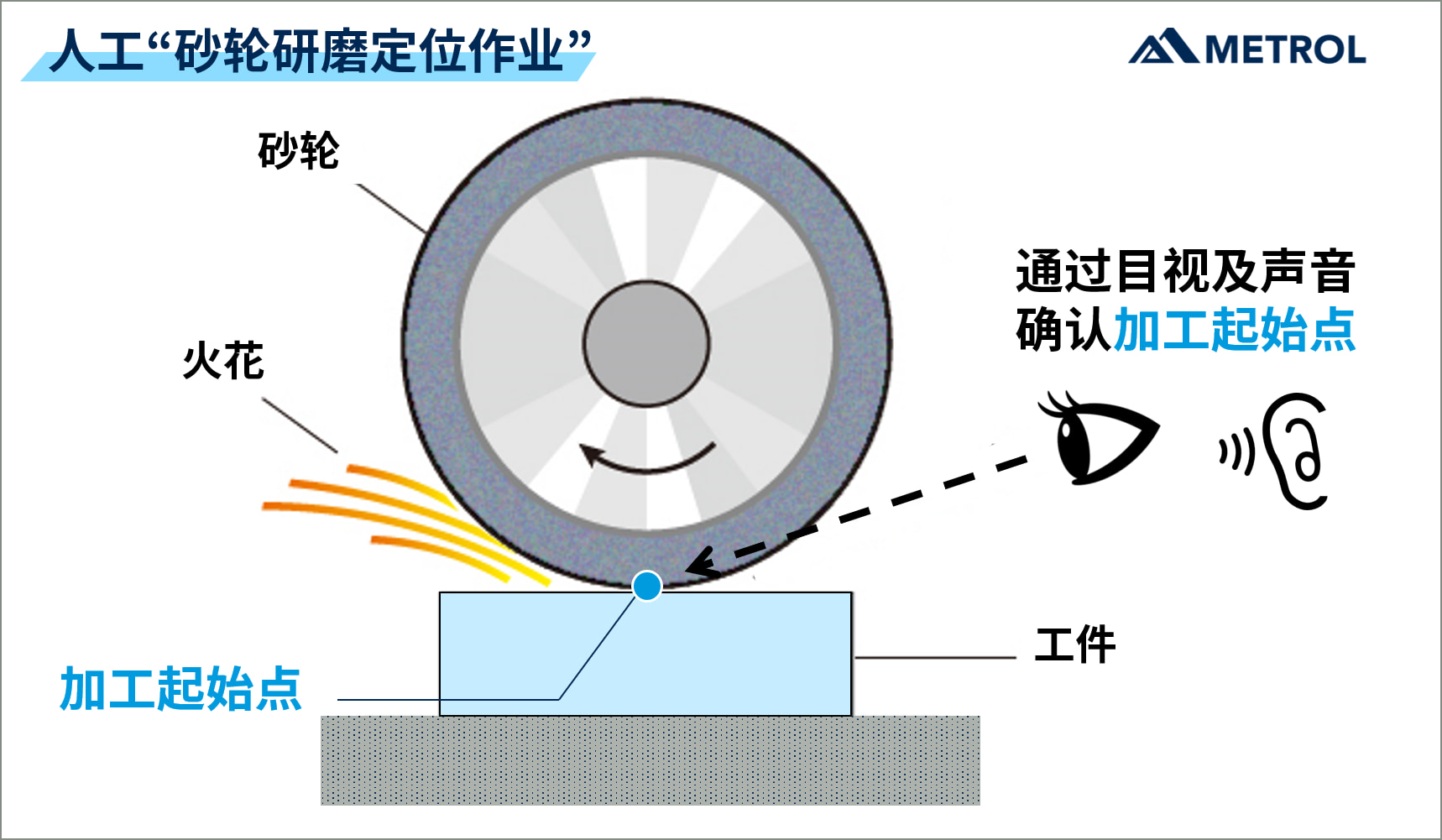
通常使用NC磨床加工工件时,“确定砂轮加工起始点”与“定位工件原点”是不可或缺的步骤。
通常将确定砂轮加工起始点(=砂轮直径)的作业称为“砂轮研磨定位作业”。
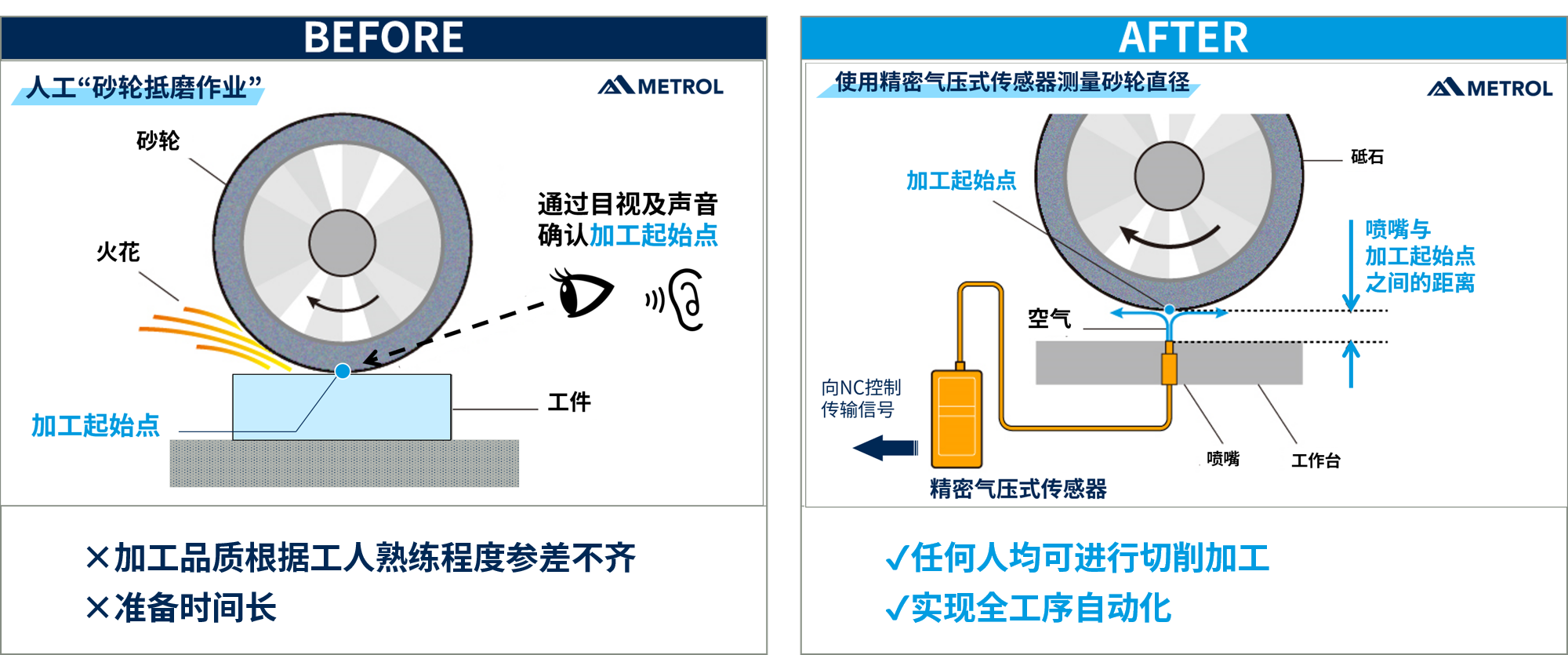
“砂轮研磨定位作业”是指手动将旋转中的砂轮慢慢与工件表面接触,观察此时迸发的火花或倾听声音确定“加工起始点”的方法。
砂轮位置因热位移和磨损而改变,因此需要通过“砂轮研磨定位作业”确认加工起始点,并定期进行直径补偿。
下面将围绕该“砂轮研磨定位作业”存在的风险进行讲解。
小知识:大家都在做“砂轮研磨定位作业”吗?
2021年举办机械日本展“MECT2021”期间,经向NC磨床用户听询意见后了解到:30家公司中有23家实施该“砂轮研磨定位作业”,其他7家使用AE传感器。
也有公司采用做标记的方法,即用笔在工件上做标记,将切削后标记消失的位置定位为零点。
NC平面磨床的“砂轮研磨定位作业”有哪些风险?
通常实施的“砂轮研磨定位作业”存在以下课题及风险。
- 砂轮研磨定位作业需要人工介入,不能实现全自动化。
- 该作业依赖技能,因此新手无法确保加工精度及稳定的工时。
- 砂轮直接接触工件,修整之后砂轮和工件会受损。
- 砂轮碰撞工件可能引起事故。
特别是,关于人课题的人才录用及技能掌握,皆非一朝一夕可解决的困难问题。
为了建立长期持续、安全的生产体制,是否需要通过技能的标准化以及自动化来解决呢?
何谓NC平面磨床的“砂轮研磨定位作业”自动化?
美德龙长期致力于需要人工参与的“砂轮研磨定位作业”的自动化研究,并以使用本公司精密气压式传感器的方法得以实现。
※首先从“何谓精密气压式传感器?”这个问题开始,来讲解传感器的测量原理。

何谓实现NC平面磨床自动化的“精密气压式传感器”?
如果用一句话来概述精密气压式传感器,就是指“使用空气(空气喷嘴)以OK/NG方式检测喷嘴与检测对象距离的高精度定位传感器”。
预先在传感器上登录“距离阈值”作为判断OK/NG的标准,精准判定检测对象与空气喷嘴的距离相较阈值的远近。
何谓阈值?
引用:化学词典第 2 版
通常是指为了引起某种效应,必须对系统施加的物理量的最小值。
精密气压式传感器讲解 -使用案例-
以“确认有无工件”的案例来讲解精密气压式传感器的使用方法。
例)设定传感器的阈值=10μm时
预先在传感器上登录“距离阈值10μm”,之后只需将工件靠近喷嘴即可。(参看插图)
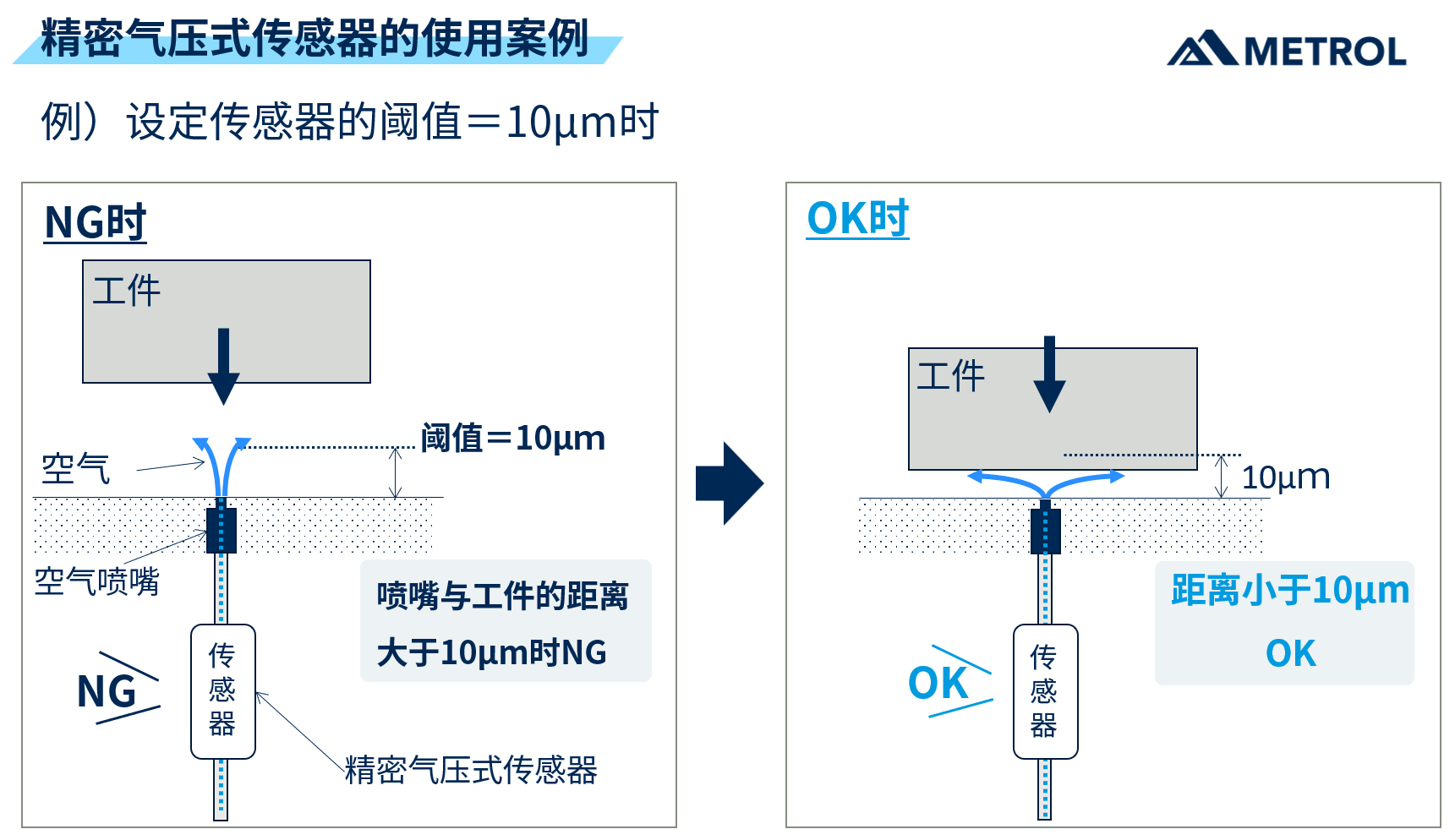
工件与喷嘴之间的距离超过阈值(=10µm)时输入NG信号。
若工件靠近喷嘴的距离低于10μm,则切换为OK信号。
小知识:为什么可以使用空气检测距离?传感器的检测原理是什么?
传感器检测从空气喷嘴供给的空气的流量和背压变化,进行OK/NG的判定。
当工件接近喷嘴时,喷嘴(孔)被堵塞,供给的空气受到限制。其结果会引起传感器内的压力变化。利用微小的背压变化检测喷嘴与检测对象的距离。
讲解使用传感器实现NC平面磨床自动化的方法
接下来进入正题,我们来讲解使用精密气压式传感器实现NC平面磨床自动化的方法。
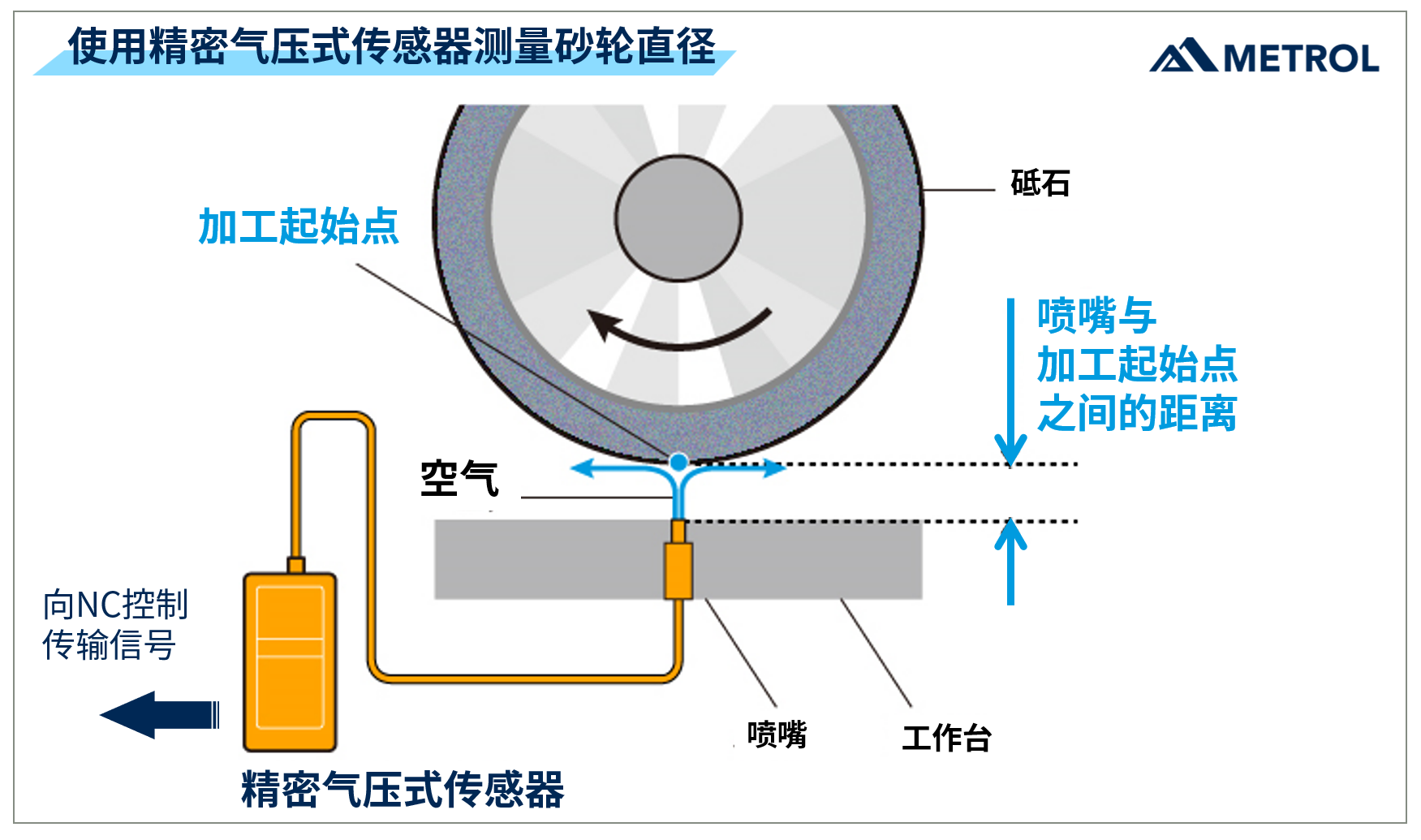
此处的检测对象并非工件,而是“旋转砂轮的加工起始点”。
首先,在NC磨床上设置空气喷嘴。加工起始点的检测方法,只需将旋转中的砂轮靠近空气喷嘴,直至传感器信号切换的位置。(参看插图)
NC平面磨床自动化 -检测步骤-
让我们一边实际观测空气喷嘴与砂轮的放大照片一边讲解检测步骤。
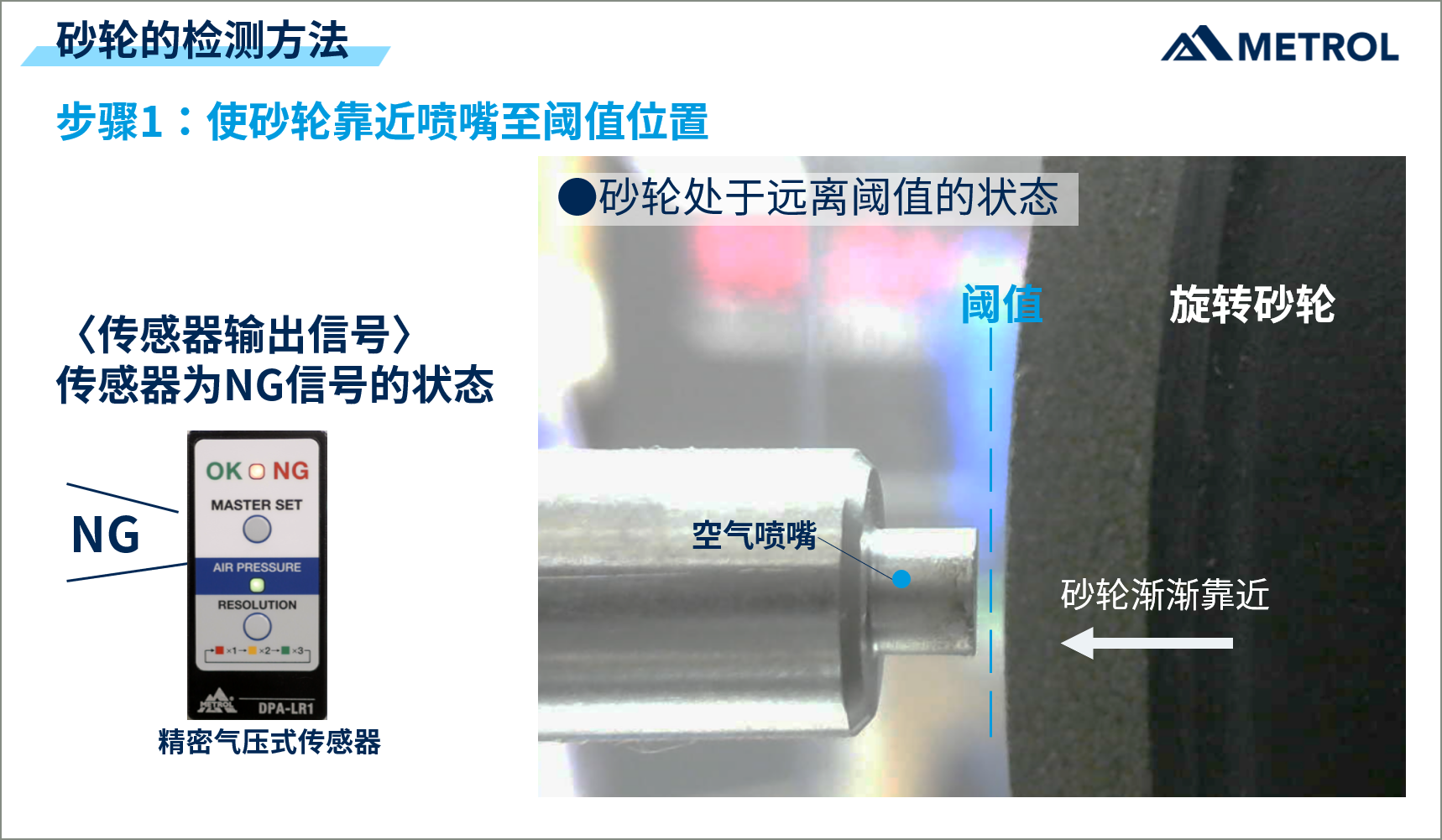
〈步骤1:使砂轮靠近空气喷嘴〉
喷嘴与砂轮之间的距离超过了阈值,传感器为NG信号状态。
将砂轮靠近喷嘴至信号切换为OK的阈值位置。
〈步骤2:将切换信号的位置定为加工起始点〉
砂轮位置达到阈值后,传感器切换为OK信号。
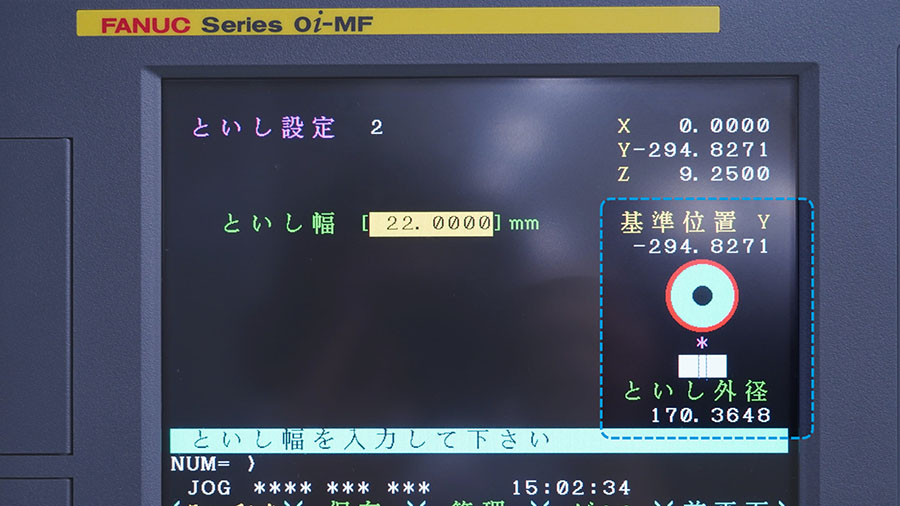
可通过读取传感器切换为OK信号的坐标,确定“砂轮加工起始点”。
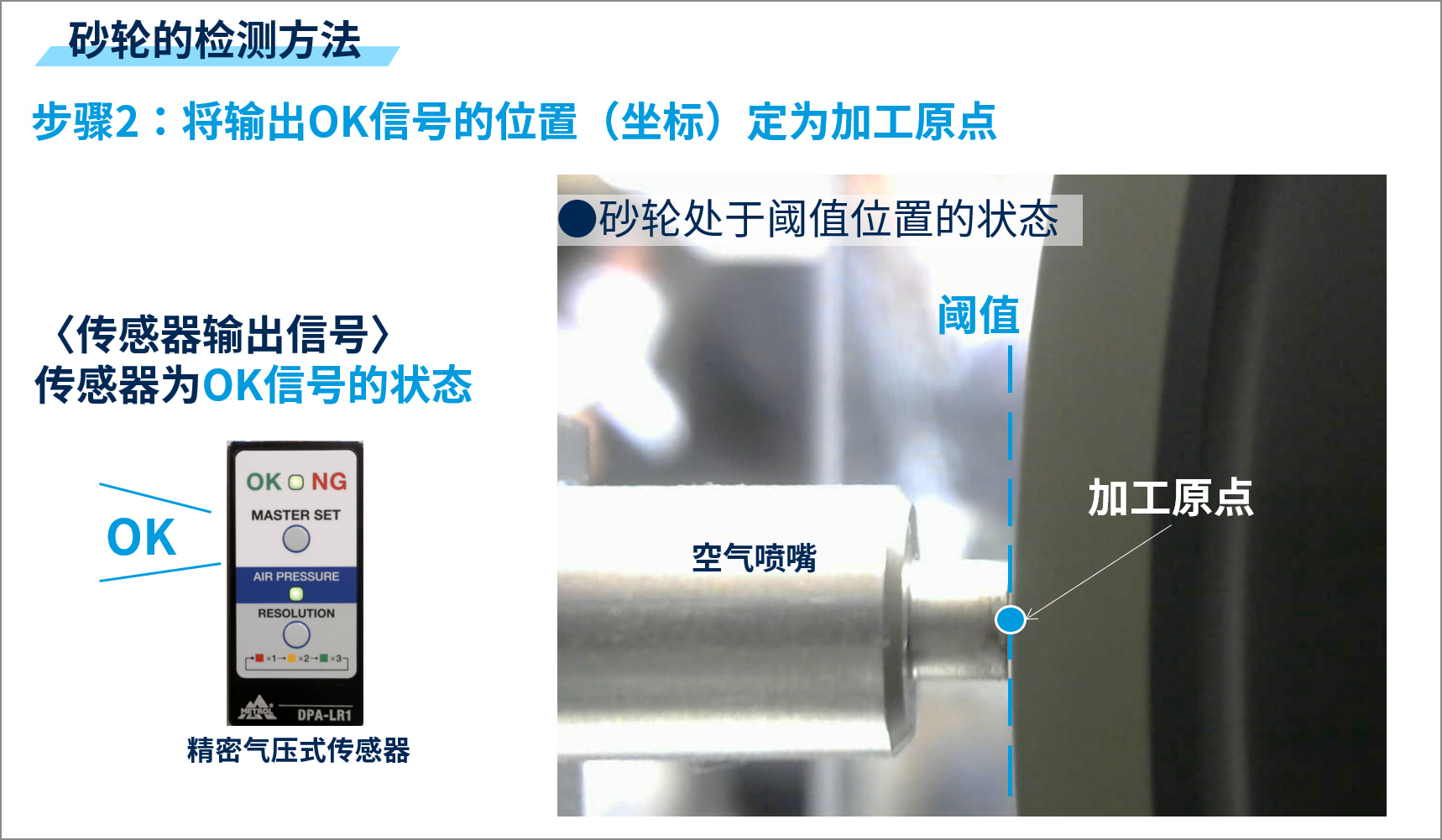
可根据传感器信号输出时的砂轮基准位置坐标计算砂轮的外径。
如上所述,可通过步骤1、2实现之前由人工操作的“砂轮研磨定位作业”的完全自动化。
※还需通过接触式探头等检测“工件高度”。
【视频讲解】 NC平面磨床自动化
观看NC平面磨床的实际操作视频,讲解上一章节讲解的砂轮测量步骤。
【采用案例】NC平面磨床的自动化案例
大型磨床制造商冈本机床制作所为其CNC平面磨床选配了“测量砂轮外径的非接触式传感器”,实现了“旋转砂轮研磨定位作业自动化”。
【常见问题】关于NC平面磨床的自动化
下面对有关砂轮加工起始点测量的常见问题进行解答。
可以在对砂轮浇注冷却液的状态下测量吗?
测量时需停止冷却液。停止冷却液使砂轮旋转数秒除掉水分后再测量,可获得更加准确的测量结果。由于含有冷却液(水分)的砂轮会发生膨胀,有时无法进行正确测量。
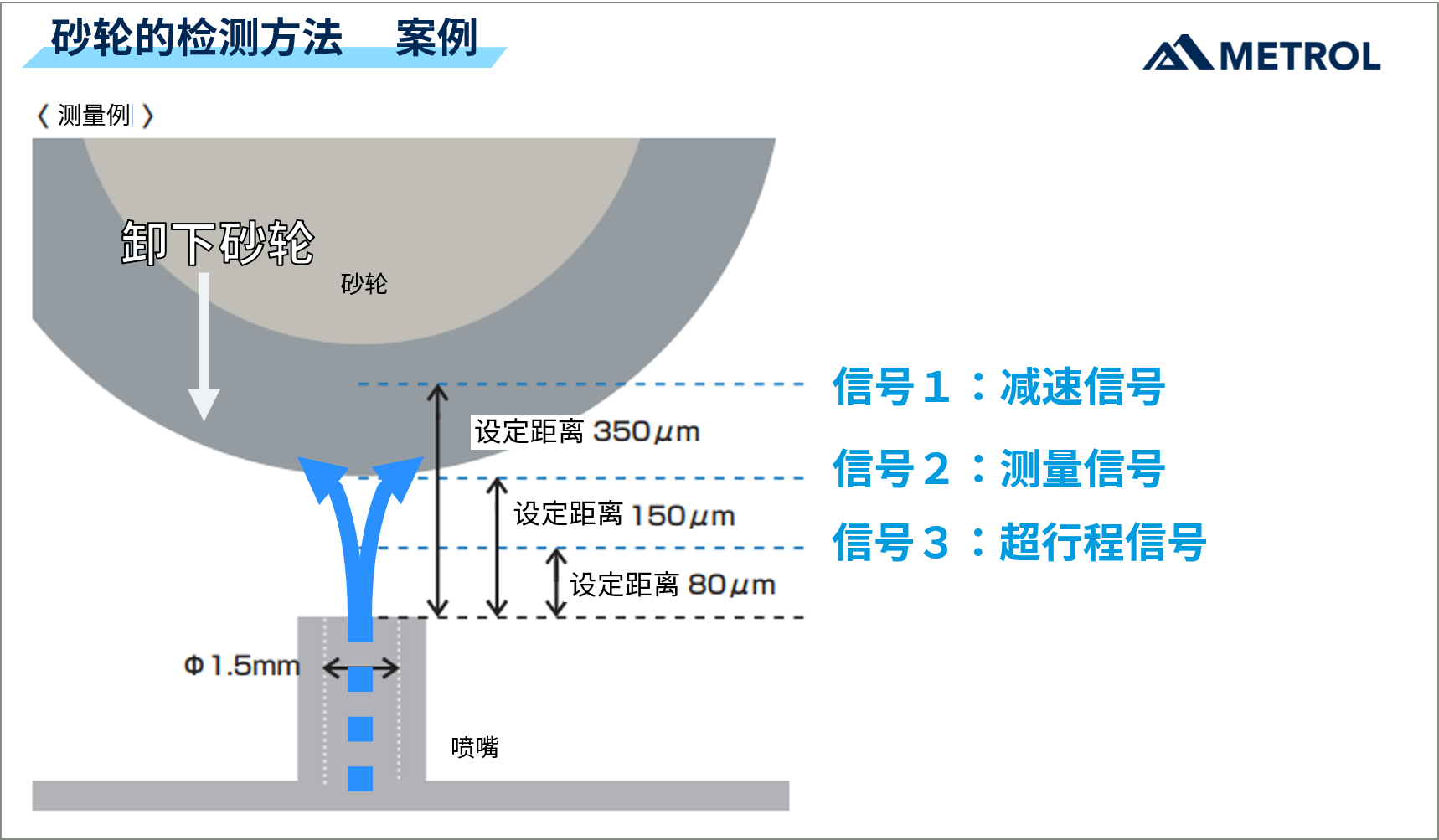
可输出几种传感器信号?
信号は最最多可登录3种信号。根据目的设置阈值,可以实现生产效率更高的控制。
例如,除观测砂轮位置的“测量信号”外,还有用于控制砂轮接近速度的“减速信号”及防止碰撞的“超行程信号”。
如何判断砂轮的级别?
磨粒越细的精密砂轮,其重复精度越高,因此可进行精确测量。
若为金刚石砂轮及CBN等精密砂轮,可以最大1μm的重复再现性进行测量。
详情请咨询工作人员。
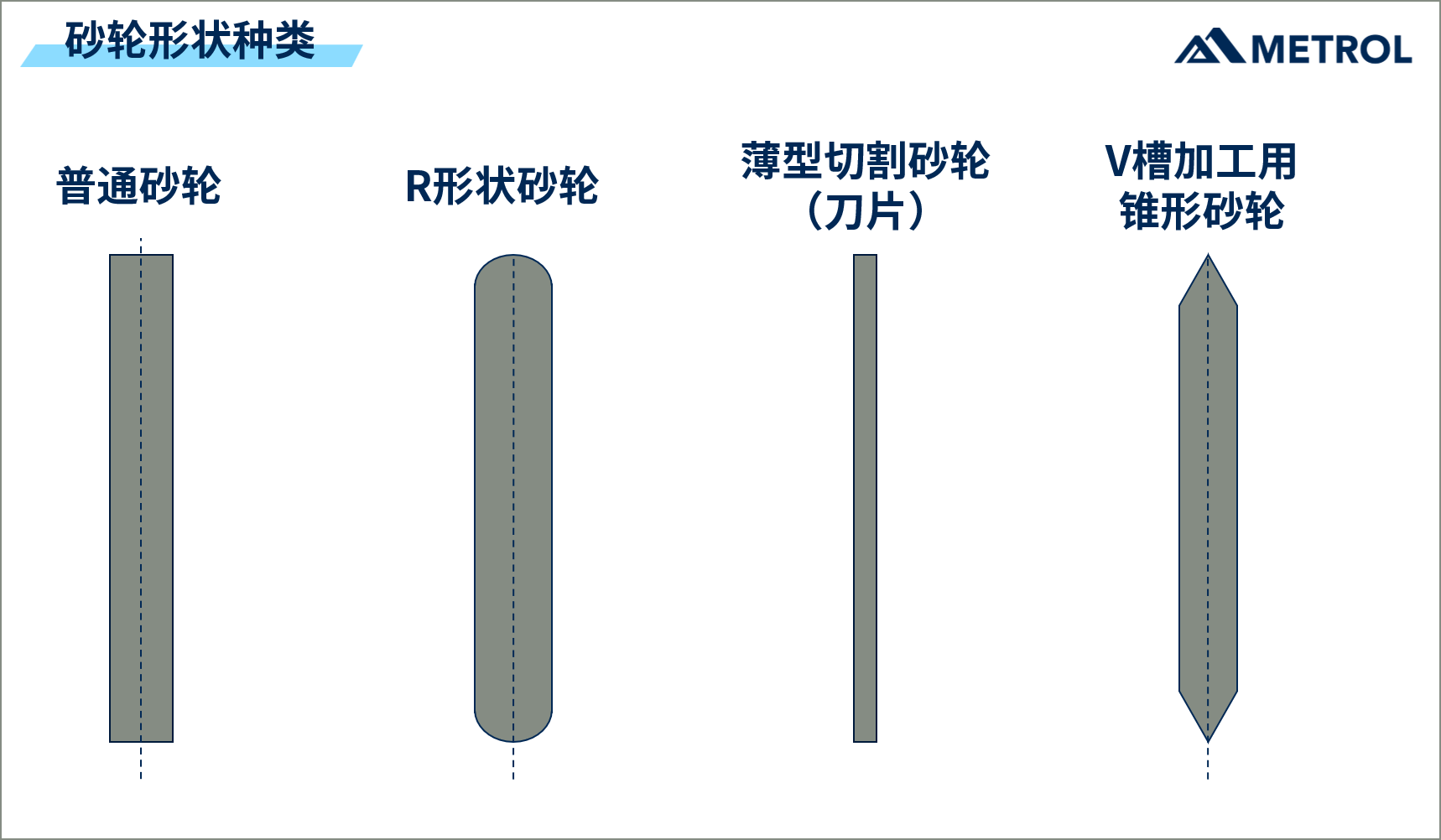
任何形状的砂轮都可以测量吗?
- 普通砂轮
- R形状砂轮
- 薄型切割砂轮(刀片)
- V槽加工用锥形砂轮
检测方法根据不同砂轮形状而异。欢迎洽询。
砂轮应以多大的转速测量?
作为参考,建议在与加工时相同转速的状态下实施测量。具体转速请洽询。
如何确定精密气压式传感器的安装部位?
由于喷嘴和传感器之间的空气配管长度越短,响应性越好,因此建议设置在喷嘴附近。
精密气压式传感器的防护等级达IP67,可长时间耐受切削油,因此可以安装在机内。
是否可以安装到通用机上使用,而非NC平面磨床?
若为通用机,由于难以实现喷嘴与砂轮的对中定位,因此不建议使用。
引进NC平面磨床自动化时应如何做?
现在已有冈本机床制作所安装在NC磨床上使用的实绩。欢迎随时洽询。
欢迎其他NC磨床制造商来洽询自动化的相关事宜。
与AE传感器有何不同?
AE(声发射)传感器是检测砂轮直接接触工件时的波形的接触式传感器。
- 由于切削工件的位置为加工起始点,因此加工后的尺寸可能有误差。
- 条件改变后,难以确保检测精度的稳定性。
精密气压式传感器使用空气进行非接触检测,因此无需切削工件和砂轮,能够稳定检测。
【视频讲解】NC平面磨床自动化
ここまでで解説したNC平面研削盤の自動化を3Dを用いた動画でわかりやすく解説しています。

了解引进CNC平面磨床机上测量的方法
本文中介绍的产品

精密气压式传感器DPA-PLR2B
NC平面磨床的“砂轮抵磨作业”自动化
有关NC平面磨床自动化的咨询
将由本公司工程师解答客户有关NC磨床自动化的疑点。
欢迎洽询。